




 扫一扫
扫一扫
橡胶止水带固定支座拥有多家成功案例")
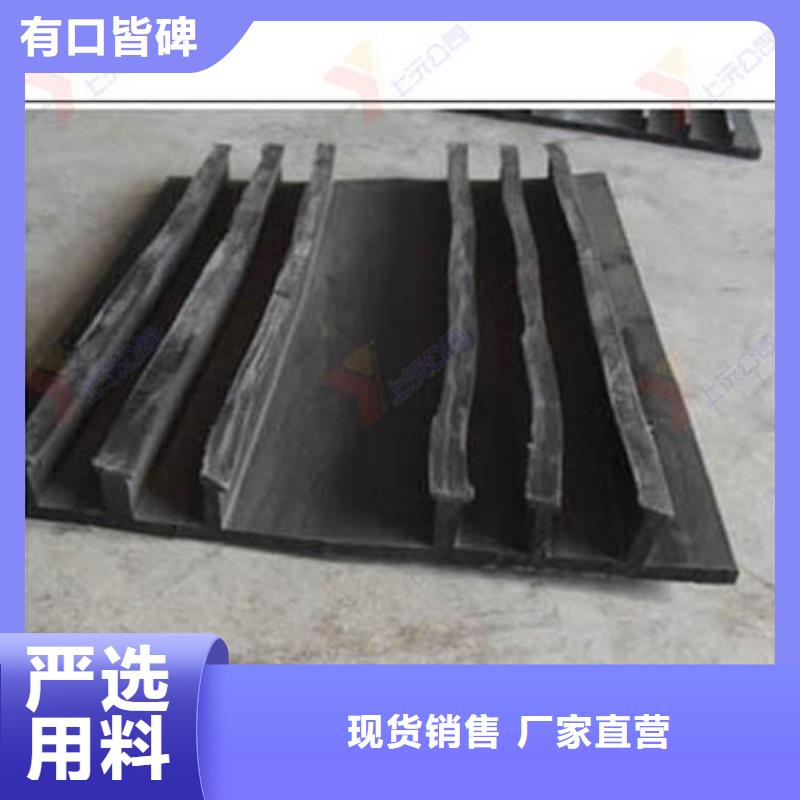
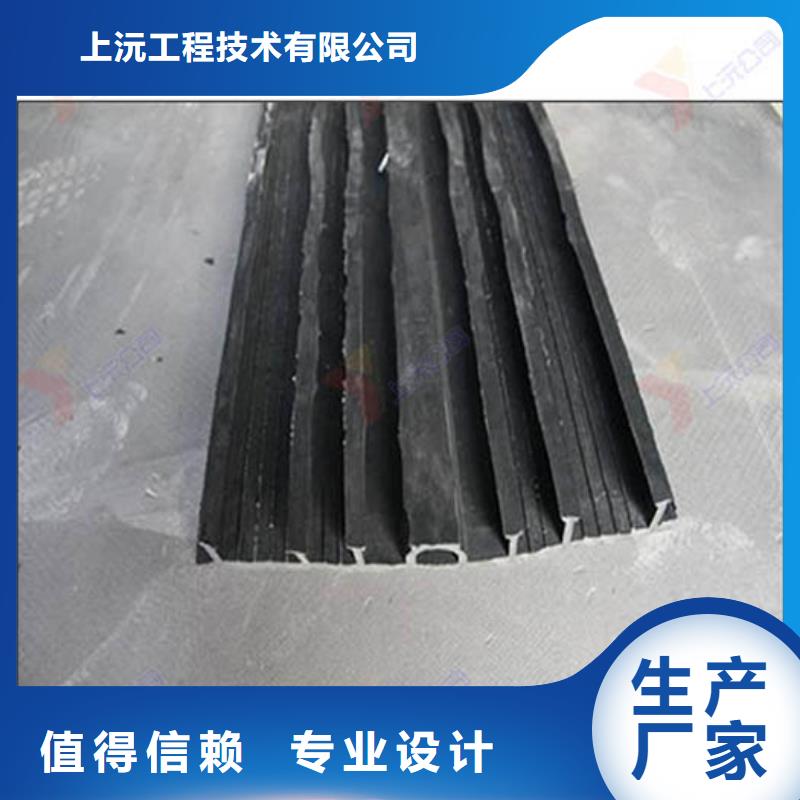
我公司生产止水带(中埋橡胶止水带、外贴式止水带、背贴式止水带、钢板橡胶止水带、可卸式橡胶止水带、钢边式止水带、遇水膨胀止水带、平板式止水带、波浪形橡胶止水带、天然橡胶止水带、桥型橡胶止水带 、山型橡胶止水带、T型橡胶止水带、U型橡胶止水带、Z型橡胶止水带 、CP型橡胶止水带、EB型橡胶止水带、H型橡胶止水带、E型橡胶止水带、Q型橡胶止水带、GB型橡胶止水带、651型橡胶止水带、652型橡胶止水带、653型橡胶止水带、654型橡胶止水带、655型橡胶止水带、P270型橡胶止水带、P300型橡胶止水带、D200型橡胶止水带等)。
橡胶止水带固定支座拥有多家成功案例")
橡胶止水带固定支座拥有多家成功案例")
橡胶止水带固定支座拥有多家成功案例")
上沅工程技术有限公司位于龙熙顺景A区3号楼。地理环境优越,交通便利。我司主要是以生产 临沧球形钢支座、等产品为主的一家企业,公司严格执行ISO9001:2000质量管理体系标准,不断根据市场需求来改进完善现有的产品,实时开发新产品,公司主要产品 系列: 临沧球形钢支座、等系列。公司宗旨是“质量di yi 用户之上 科技为本 不断创新”,用z u i低廉的价格创造z u i优质的产品, 我们热忱期待着与您携手合作,谋求共同发展,开创二十一世纪新纪元。
橡胶止水带固定支座拥有多家成功案例")
在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。
橡胶止水带固定支座拥有多家成功案例")
橡胶止水带固定支座拥有多家成功案例")
技术支持:cdlgp.com